CNC-Bearbeitung Prozess von Wellenteile
Welle Teile sind eines der Produkte, die wir die meisten Bestellungen erhalten haben. nach der Struktur der Welle , Es kann in drei Typen unterteilt werden: optische Achse, Schrittachse und Spezialachse. Ihre Aufgabe ist es, Zahnräder, Riemenräder und andere Getriebe zu tragen Teile Drehmoment oder Bewegung zu übertragen.
die verarbeitungstechnik von stepped Welle ist eher typisch, was sich spiegelt die meisten Inhalte und Grundregeln von Welle Teileverarbeitung. Im Folgenden wird die Übertragung verwendet Welle am Beispiel des Untersetzungsgetriebes zur Vorstellung des Verarbeitungstechnologie eines allgemeinen Schritts Welle .
1. Teileziehungsanalyse
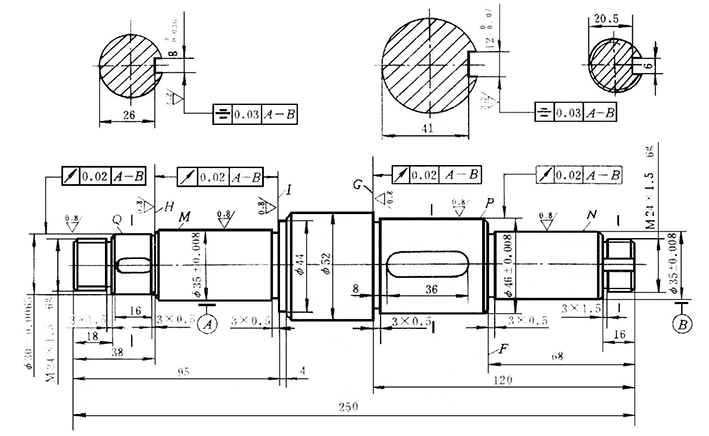
Die in Abbildung a-1 gezeigten Teile sind der Antrieb Welle s im Untersetzungsgetriebe. es gehört der Schritt Welle Typ Teile, die ist zusammengesetzt aus einer zylindrischen Oberfläche, Welle schulter, gewinde, schraube schwanz einzug nut, schleifscheibe überhub Nut und Keilnut. das Welle Schulter wird in der Regel verwendet, um die axiale Position des Teils auf dem zu installieren Welle . Die Rolle jeder Ringnut ist um das Teil beim Zusammenbau in die richtige Position zu bringen und es einfach zu machen zum Zurückziehen des Werkzeugs beim Schleifen des Außenkreises oder Gewindes. Installieren Sie die Schlüssel zu Drehmoment übertragen; Mit den Gewinden werden verschiedene Kontermuttern und Einstellungen vorgenommen Nüsse.
laut dem Arbeitsleistung und Bedingungen, die Übertragung Welle Das Muster (Abbildung a-1) gibt die Hauptzeitschriften m, n, the an äußere Kreise p, q und die Schultern g, h, ich habe höhere Dimensionen, Position Genauigkeit und kleinere Oberflächenrauheit und Wärmebehandlungsanforderungen. Diese technischen Anforderungen sind bei der Verarbeitung zu beachten. deshalb, die Schlüsselprozess dieser Übertragung Welle ist der Bearbeitung von Zeitschriften und äußere Kreise p, q.
2. Bestimmen Sie den Rohling
das Material der Getriebe Welle ist 45 Stahl. weil es zu einem allgemeinen Getriebe gehört Welle 45 Stahl kann entsprechend seiner Anforderungen ausgewählt werden.
in diesem Beispiel die Übertragung Welle gehört mittlere und kleine Übertragung Welle s, und der Durchmesser jedes äußeren Kreises ist nicht viel anders, also ein 60mm Als Rohling wird warmgewalzter Rundstahl gewählt.
3. bestimmen die Bearbeitung Methode der Hauptoberfläche
Fahrt Welle s sind meist rotierende Flächen und werden hauptsächlich durch Drehen und Rundschleifen geformt. aufgrund der höheren Toleranzgrad (it6) der Hauptflächen des Antriebs Welle m, n, p und q und die geringe Oberflächenrauheit ra (ra = 0,8 ähm) ist nach dem Drehen ein Schleifen erforderlich. das Bearbeitung Schema der äußeren Oberfläche (siehe Tabelle a-3) kann sein:
Grobdrehen → halbfertiges Drehen → Schleifen.
4. Positionierung Referenz
vernünftig die auswahl der positionierreferenz hat entscheidenden einfluss auf die größe und Positionsgenauigkeit des Teils. da die verschiedenen Hauptpaarungsflächen (q, p, n, m) und Schulterflächen (h, g) des Getriebes Welle Rundlauf und Planlauf haben Anforderungen an die Bezugsachse ab, es handelt sich um einen Festkörper Welle Daher sollte das zentrale Loch an beiden Enden ausgewählt werden als Benchmark sollte auch die Doppelmittelspannmethode übernommen werden stellen Sie die technischen Anforderungen des Teils sicher.
die grobe Referenz ist der raue Außenkreis aus warmgewalztem Rundstahl. Das Mittelloch ist bearbeitet mit einem selbstzentrierenden Dreibackenfutter zum Spannen des Außenkreises vom warmgewalzten runden Stahl sind die Endfläche des Autos und das Mittelloch gebohrt. es ist jedoch zu beachten, dass das Bohren in der Regel nicht möglich ist das mittlere Loch an beiden Enden mit der äußeren Blindklemme. Verwenden Sie stattdessen die äußere Kreis des Rohlings als grobe Referenz. erste Maschine eine Stirnseite, bohren Sie die Loch zentrieren und den äußeren Kreis an einem Ende drehen. benutze die drei Krallen selbstzentrierendes Spannfutter zum Spannen (manchmal den Mittelrahmen auf die Außenseite legen Kreis des Autos im vorherigen Schritt), und bohren Sie das Mittelloch auf der anderen Seite Ende des Autos. auf diese Weise kann das Mittelloch koaxial bearbeitet werden.
Stufe 5.division
für Teile mit hohem Genauigkeitsanforderungen, das Schruppen und Schlichten sollten getrennt werden, um sicherzustellen die Qualität der Teile.
die Verarbeitung von die Fahrt Welle ist geteilt in drei Stufen: Grobdrehen (äußerer Kreis des Grobdrehens, Bohren der Mitte Bohrungen usw.), Halbfertigdrehen (Außenkreise, Stufen und Reparaturzentrum Löcher und kleinere Flächen beim Vorschlichten usw.), Schruppen, fein Schleifen (rundum grob, fein schleifen). Die Aufteilung jeder Stufe ist grob durch Wärmebehandlung begrenzt.
6. wärmebehandlung prozess anordnung
die Wärmebehandlung des Welle wird bestimmt nach zu seinen Material- und Gebrauchanforderungen. für die Fahrt Welle s, Normalisieren, Abschrecken und Tempern werden häufiger angewendet. Dies Welle erfordert Abschrecken und Anlassen, und ist nach jedem äußeren Kreis des Grobdrehens angeordnet und vor jedem äußeren Kreis des Halbfertigdrehens.
basierend auf dem oben genannten Analyse der Prozessroute der Übertragung Welle ist wie folgt:
Stanzen → Diamant Löcher an beiden Enden des Autos → gebohrter äußerer Kreis → Qualitätsabschreckung → Mittelloch reparieren → äußere Halbkreise, Rillen, Fasen → Gewinde gewinde → schlitzschlüsselbearbeitungslinie → gefräster schlitz → schleifzentrum reparieren Bohrung → Schleifen → Inspektion.
7. verarbeitungsgröße und schnittmenge
das Schleifen Zulässigkeit des Laufwerks Welle kann sein als 0,5 mm genommen, und die Zulässigkeit für das Halbzeugdrehen kann gewählt werden als 1,5 mm. Hierdurch kann die Bearbeitungsgröße bestimmt werden, siehe Operationsinhalt des Welle Verarbeitungstechnik Karte.
die Auswahl von Der Drehbetrag kann vom Arbeiter gemäß der Verarbeitung bestimmt werden Situation bei Einzel- oder Kleinserienfertigung; im Allgemeinen ist es kann aus den " Bearbeitung Verfahrenshandbuch "oder" Schnittmengenhandbuch ".
8.entwickeln Sie den Prozess
das Mittelloch für Das Positionieren der feinen Referenzebene sollte vor dem Schruppen erfolgen Bearbeitung und ein Prozess der Reparatur Das Mittelloch sollte nach dem Anlassen und vor dem Schleifen angebracht werden. das Zentrum Das Loch wird nach dem Abschrecken repariert, um die Verformung der Wärmebehandlung zu beseitigen Maßstab des Mittellochs. Das Mittelloch wird vor dem Schleifen repariert Verbessern Sie die Genauigkeit der Positionierung der feinen Referenzebene und reduzieren Sie die Oberflächenrauheit der sich verjüngenden Oberfläche. bei der Formulierung der technischen Prozess des Laufwerks Welle während unter Berücksichtigung der primären Oberflächenbearbeitung, der sekundären Oberflächenbearbeitung sollte auch berücksichtigt werden. beim halbfertigen ¢ 52mm, ¢ 44mm und m24mm äußere Kreise sollten Sie auf die Größe drehen in der Zeichnung angegeben und jeden Hinterschnitt, jede Fase und jedes Gewinde bearbeitet; das drei keilnuten sollen gefräst werden, nach halbfertigstellung kann es also bearbeitet werden dass beim Fräsen die Positionierreferenz genauer eingehalten werden kann Passfedernut, und es kann verhindert werden, dass die fertige Außenfläche beim Fräsen beschädigt wird Keilnut nach dem Schleifen.
beim Formulieren Während des Prozesses sollte die Anordnung der Inspektion in Betracht gezogen werden Verfahren, Prüfgegenstände und Prüfmethoden.
Stichwort : cnc, Bearbeitung, Welle
32-3# North Two Road, Xinglin, Jimei, Xiamen, 361022 China
E-Mail : sales@xmzldjx.com
Skype : janeliui_01
Tel : +8618650120832
Whatsapp : 13306016335




scannen zu wechat:












