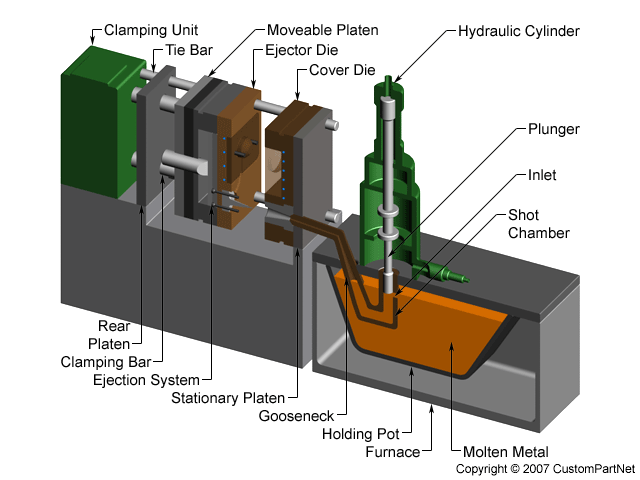
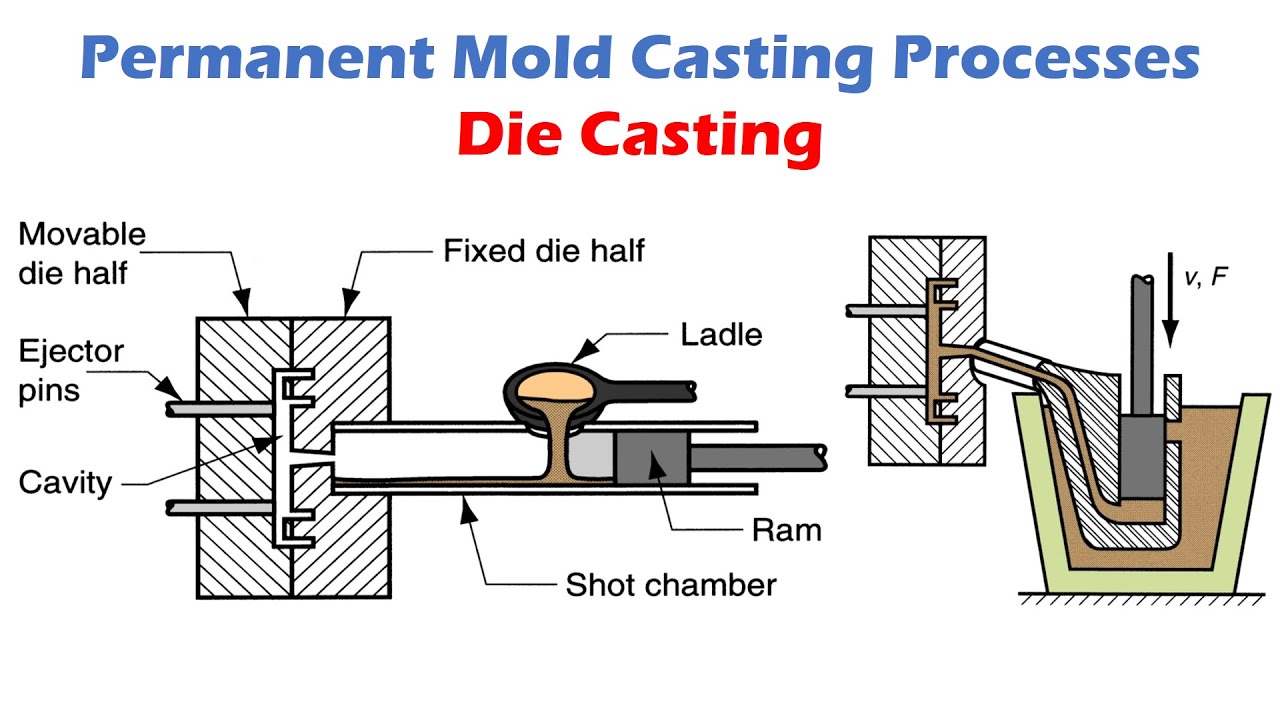
Druckguss ist ein Metallgussverfahren, das ist dadurch gekennzeichnet, dass unter Verwendung des Hohlraums der Form ein hoher Druck auf die Metallschmelze ausgeübt wird Formen bestehen üblicherweise aus höherfester Legierungen This Verfahren ist dem Spritzgießen etwas ähnlich Die meisten Druckgussteile sind eisenfrei, wie Zink, Kupfer, Aluminium, Magnesium, Blei, Zinn und Blei-Zinn Legierungen und ihre Legierungen Je nach Art des Druckgusses ist eine Kaltkammer-Druckgussmaschine oder eine Heißkammer-Druckgussmaschine erforderlich
Die Die Kosten für Gießgeräte und Formen sind hoch, so dass das Druckgussverfahren im Allgemeinen nur für die Massenproduktion einer großen Anzahl von Produkten verwendet wird Die Herstellung von Druckgussteilen ist relativ einfach Im Allgemeinen sind nur vier Hauptschritte erforderlich, und das individuelle Kosteninkrement ist sehr gering Der Druckguss eignet sich besonders zur Herstellung einer großen Anzahl kleiner und mittlerer Gussteile, so dass der Druckguss der am häufigsten verwendete Druckguss ist verschiedene Gießverfahren verglichen mit andere Gusstechnologien, der Druckguss Die Oberfläche ist flacher und hat eine höhere Dimensionskonsistenz
basierend auf dem traditionellen Druckguss Prozess wurden mehrere verbesserte Prozesse geboren, einschließlich eines nicht porösen Druckguss Verfahren, das Gussfehler reduziert und Poren beseitigt. es wird hauptsächlich zur Verarbeitung von Zink verwendet kann Abfall reduzieren und die Ausbeute der Direkteinspritzung erhöhen es gibt auch neue Druckguss Prozesse wie Präzisionsgeschwindigkeit und dichtes Druckgießen Technologie und halbfest Druckguss erfunden von general Dynamics.
Einleitung :.
Druckguss ist ein Präzisionsgussverfahren, bei dem die Metallschmelze unter hohem Druck in gedrückt wird eine Metallform mit komplexe Formen. 1964 definierte der japanische Druckgussverband das Druckgießen als "ein Gießverfahren, das geschmolzene Legierungen bei hoher Temperatur in eine Präzisionsform drückt und in kurzer Zeit hochpräzise und ausgezeichnete Gussoberflächen in Massenproduktion herstellt". Die Vereinigte Staaten bezeichnen Druckguss als Druckguss, während das Vereinigte Königreich Druckguss als Druckguss bezeichnet Die Der japanische Begriff, der der allgemeinen Industrie in China am bekanntesten ist, heißt Druckguss Gussteile aus Druckguss werden als Druckguss bezeichnet
Die Zugfestigkeit dieser Werkstoffe sind fast doppelt so hoch wie die von gewöhnlichen Gusslegierungen hat eine positivere Bedeutung für Automobilräder, Rahmen und andere Teile aus Aluminiumlegierung, die voraussichtlich mit hergestellt werden höhere Festigkeit schlagfest Materialien
Geschichte:
1838 erfanden die Menschen den Druckguss, um bewegliche Druckformen herzustellen Ausrüstung Die erstes Patent in Bezug auf Druckguss wurde in 1849 ausgestellt. Es war eine kleine manuelle Maschine, mit der Schriften für Druckmaschinen hergestellt wurden im Jahr 1885 Otto Mergenthaler (Otto Mergenthaler) erfand die Linotype-Satzmaschine, die kann eine ganze Textzeile in drucken ein einzelner Typ, welcher brachte beispiellose Innovationen in die Druckindustrie Nachdem die Druckindustrie in die groß angelegte Industrialisierung eingetreten war, wurde die traditionelle Handpressung Schriftarten wurden durch Druckguss ersetzt. um 1900 der Eintrag von Typografie und Satz in Der Markt hat die Automatisierungstechnologie der Druckindustrie weiter verbessert, also manchmal mehr als ein Dutzend Druckguss Maschinen sind in Zeitungen zu sehen. Mit das kontinuierliche Wachstum von Konsumgütern, Otto's Erfindung hat immer mehr Anwendungen gewonnen. Menschen können Druckguss verwenden, um Teile und Komponenten in großen Mengen herzustellen 1966 erfand die allgemeine Dynamik den Präzisionsdruckguss Prozess, welche wird manchmal Doppelschlag genannt Druckguss
Druckguss Prozess:
Die traditionelles Druckgießen Das Verfahren besteht hauptsächlich aus vier Schritten oder wird als Hochdruck-Druckguss bezeichnet Diese Vier Schritte umfassen das Vorbereiten, Füllen, Spritzen und Schütteln der Form sind auch die Basis für verschiedene verbesserte Druckgussverfahren Während Während des Vorbereitungsprozesses muss ein Schmiermittel eingesprüht werden die Form Hohlraum. Das Schmiermittel hilft nicht nur bei der Kontrolle der Formtemperatur, sondern kann auch beim Entformen helfen das Casting. dann du kann die Form schließen und die Metallschmelze in injizieren die Form mit hoher Druck. Die Der Druckbereich beträgt etwa 10 bis 175 MPa Wann Wenn die Metallschmelze gefüllt ist, wird der Druck bis aufrechterhalten das Gussstück verfestigt sich dann drückt die Schubstange alle Gussteile heraus. Seit Es können mehrere Hohlräume in einer Form vorhanden sein. Während können mehrere Gussteile hergestellt werden jedes Gießen Prozess. Die Der Prozess des fallenden Sandes erfordert die Trennung von Rückständen, einschließlich Formöffnungen, Läufern, Toren und Flash. This Der Prozess erfolgt normalerweise durch Extrudieren des Gussstücks mit ein spezielles Trimmen sterben. andere Methoden zum Fallen von Sand umfassen das Sägen und Schleifen Wenn das Tor ist zerbrechlich, das Casting kann direkt geschlagen werden, welches kann Arbeitskräfte sparen. Die Überschüssige Formöffnungen können nach dem Schmelzen wiederverwendet werden Die Die übliche Ausbeute liegt bei 67 %.
Hochdruckinjektion führt zu einem sehr schnellen Füllen der Form, so dass die Metallschmelze die gesamte Form füllen kann, bevor sich ein Teil verfestigt in this übrigens auch dünnwandig Teile, die schwer zu füllen sind, können Oberflächenbrüche vermeiden Jedoch this kann auch zu Lufteinschlüssen führen weil es ist schwierig für Luft zu entweichen wenn die Form schnell füllen This Das Problem kann durch Platzieren einer Auslassöffnung an der Trennlinie verringert werden, aber selbst ein sehr präziser Vorgang hinterlässt Poren in der Mitte des Gussstücks die meisten Druckguss kann durch Sekundärverarbeitung abgeschlossen werden, um einige Strukturen zu vervollständigen, die nicht können durch Gießen wie Bohren und Polieren vervollständigt werden
Mängel können nach dem Schütteln des Sandes überprüft werden Die Die häufigsten Mängel sind Stagnation (unbefriedigendes Gießen) und kalte Narben Diese Defekte können durch unzureichende Schimmel- oder Metallschmelztemperatur verursacht werden Verunreinigungen, zu wenig Entlüftungsöffnungen und zu viel Schmiermittel Andere Mängel sind Poren, Schrumpflöcher, thermische Risse und Fließspuren Strömungsspuren sind Spuren auf der Oberfläche von Gussteilen, die durch Torfehler, scharfe Ecken oder übermäßiges Schmiermittel verursacht werden
Auf Wasserbasis Schmiermittel werden Emulsionen genannt und sind aus Gründen der Gesundheit, der Umwelt und der Sicherheit die am häufigsten verwendete Art von Schmiermitteln im Gegensatz zu lösungsmittelbasiert Schmierstoffe, wenn Die Mineralien im Wasser werden durch ein geeignetes Verfahren entfernt, es verbleiben keine Nebenprodukte im Guss Wenn Der Wasseraufbereitungsprozess ist unsachgemäß. Die Mineralien im Wasser können Oberflächenfehler und Diskontinuitäten im Guss verursachen Es gibt vier Haupttypen von auf Wasserbasis Schmierstoffe: Wasser gemischt mit Öl, Öl gemischt mit Wasser, halbsynthetisch und synthetisch. Schmierstoffe gemischt mit Wasser sind die besten, weil wenn Unter Verwendung von Schmiermitteln lagert Wasser Öl ab, während die Oberfläche der Form durch Verdampfung gekühlt wird kann helfen entformen. Im Allgemeinen ist das Verhältnis von this Schmiermitteltyp sind 30 Teile Wasser gemischt mit 1 Teil Öl. in extremen Fällen this Verhältnis kann 100: 1 erreichen.
Öle, die in Schmiermitteln verwendet werden können, umfassen Schweröle, tierische Fette, pflanzliche Fette und synthetische Fette Schweres Restöl ist bei Raumtemperatur hochviskos, bei hohen Temperaturen im Druckgussverfahren wird es jedoch zu einem dünnen Film Die Zugabe anderer Substanzen zum Schmiermittel kann die Viskosität und die thermischen Eigenschaften der Emulsion steuern Diese Substanzen umfassen Graphit, Aluminium und Glimmer andere chemische Zusätze können Staub und Oxidation vermeiden Emulgatoren können auf Wasserbasis zugesetzt werden Schmierstoffe, damit auf Ölbasis Wasser können Schmiermittel zugesetzt werden, einschließlich Seife, Alkohol und Ethylenoxid
Für eine lange Zeit, häufig verwendet lösungsmittelbasiert Schmierstoffe umfassen Diesel und Benzin Sie sind förderlich für das Austreiben, aber jedes Mal, wenn eine kleine Explosion auftritt während der Druckgussprozess, der verursacht die Ansammlung von Kohlenstoff an der Hohlraumwand im Vergleich zu auf Wasserbasis Schmiermittel, auf Lösungsmittelbasis Schmierstoffe sind gleichmäßiger
32-3# North Two Road, Xinglin, Jimei, Xiamen, 361022 China
E-Mail : sales@xmzldjx.com
Skype : janeliui_01
Tel : +8618650120832
Whatsapp : 13306016335




scannen zu wechat:












